Набор наждачной бумаги разной зернистости. Наждачная бумага
Разобравшись в технологии производства наждачной бумаги, вы без труда сможете подобрать нужный лист. Условно её делят на три группы: крупнозернистая, среднезернистая и близкая к нулёвке для финишной обработки. Есть и другие тонкости, не учитывая которых, можно испортить материал или абразив.
Выбираем зернистость. От снятия старой краски до шлифовки стеклянных изделий
На обратной стороне наждачной бумаги нарисована маркировка, но в зависимости от производителя и года она может отличаться. Покупать её лучше, осматривая лично, а не доверять неопытным людям или заказывая в интернете. Если же такой возможности нет, опирайтесь на сочетание показателей, а не на цифры. Так как одна и та же зернистость может обозначаться тремя разными маркировками: P 800-21,8, 400-23 и J 700-21. В таблице мы укажем все варианты.
Таблица № 1. Маркировка зернистости
| СССР | Современная маркировка | Назначение | ||||
| ГОСТ-3647-80 | Размер, мкм | Образивные материалы не на гибкой основе | Размер, мкм | Образивные материалы на гибкой основе | Размер, мк | |
| F 4 | 4890 | Грубая зачистка швов или снятие старого покрытия | ||||
| F 5 | 4125 | |||||
| F 6 | 3460 | |||||
| F 7 | 2900 | |||||
| 200 | 2500/2000 | F 8 | 2460 | |||
| F10 | 2085 | |||||
| 160 | 2000/1600 | F12 | 1765 | P 12 | 1815 | |
| 125 | 1600/1250 | F 14 | 1470 | |||
| 100 | 1250/1000 | F 16 | 1230 | P 16 | 1324 | |
| F 20 | 1040 | P 20 | 1000 | |||
| 80 | 1000/800 | F 22 | 885 | |||
| 63 | 800/630 | F 24 | 745 | P 24 (24) | 764 (708) | Выравнивание поверхности |
| 50 | 630/500 | F 30 | 625 | P 30 (30) | 642 (632) | |
| F 36 | 525 | P 36 (36) | 538 (530) | |||
| 40 | 500/400 | F 40 | 438 | P 40 (40) | 425 (425) | |
| 32 | 400/315 | F 46 | 370 | |||
| 25 | 315/250 | F 54 | 310 | 60 | 265 | |
| F 60 | 260 | P 60 | 269 | |||
| 20 | 250/200 | F 70 | 218 | P 80 | 201 | |
| 16 | 200/160 | F 80 | 185 | P 100 (80) | 162 (190) | |
| 12 | 160/125 | F 90 | 154 | Грубая шлифовка поверхности, убирающая царапины | ||
| F 100 | 129 | P120 (120) | 125 (115) | |||
| 10 | 125/100 | F 120 | 109 | P 150 (150) | 100 (92) | |
| 8 | 100/80 | F 150 | 82 | P 180 (180) | 82 (82) | |
| 6 | 80/63 (80-63) | F 180 | 69 | P 220 (220) | 68 (68) | |
| 5 М63 | 63/50 (63-50) | F 220 | 58 | P240 (240) | 58,5 (58,5) | |
| F 230 | 53 | P 280 (J 280) | 52,2 (52) | |||
| 4 M50 | 50/40 (50-40) | F 240 | 44,5 | P 320 (J 320) | 46,2 (46) | |
| P 360 (J 360) | 40,5 (40) | |||||
| M 40 | 40/28 (40-28) | F 280 | 36,5 | P 400 (320 или J 400) | 35 (36 или 34) | Удаление следов грубой шлифовки, заточка металла для клинка |
| F 320 | 29,2 | P 500 (360 J 500) | 30,2 (28) | |||
| М 28 | 28/20 (28-20) | F 360 | 22,8 | P 600 (J600) | 25,8 (24) | |
| P 800 (400 J 700) | 21,8 (23 21) | |||||
| M 20 | 20/14 (20-14) | F 400 | 17,3 | P 1000 (500 J 800) | 18,3 (20 18) | |
| P 1200 (600 J 1000) | 15,3 (16 15,5) | |||||
| M 14 | 14/10 (14-10) | F 500 | 12,8 | P 1500 (800, J 1200) | 12,6 (12,6, 13) | Финишная шлифовка изделий до идеального состояния, обработка лезвия после заточки |
| P 2000 (1000, J 1500) | 10,3 (10,3, 10,5) | |||||
| M 7 | 10/7 (10-7) | F 600 | 9,3 | P 2500 | 8,4 | |
| M 5 | 7/5 (7-5) | F 800 | 6,5 | 1200 (J 2000) | 5,5 (6,7) | |
| J 2500 | 5,5 | |||||
| M 3 | 5/3 (5-3) | F 1000 | 4,5 | J 3000 | 4 | |
| 3/2 (3-2) | F 1200 | 3 | J 4000 | 3 | ||
| 2/1 (2-1) | F 1500 | 2 | J 6000 | 2 | ||
| F 2000 | 1,2 | J 8000 | 1,2 | |||
| 1/0,5 (1-0,5) | ||||||
| 0,5/0,1 (0,5-0,3) | ||||||
| 0,3/0,1 (0,3-0,1) | ||||||
| 0,1 и < | ||||||
Во всех ситуациях выбирайте не менее трёх вариаций и начинайте с большей зернистости, а заканчивайте наиболее мелкой.

Варианты обработки по материалу:
- стекло, пластик и камень — используют мокрый метод шлифовки, поэтому выбирайте листы на влагостойкой основе. Если есть сколы — начинайте с 3 тыс. мкм, при лёгких царапинах с 1500 мкм. Далее переходите на 1 тыс. или 600 мкм и завершайте 100 или 30 мкм. Для наведения глянца используется паста ГОИ. На объективах, линзах или экранах более щадящие составы;
- деревянные и гипсовые поверхности — лучше выбрать более мелкие фракции, чтобы не оставлять глубокие царапины. Начинать можно с 1 тыс. мкм и заканчивать от 30 и ниже;
- железо — шлифуется разными размерами, в зависимости от задач. Для придания нужной формы, берут самые грубые фракции от 4890 микрон и заканчивают нулёвками. Как правило, используют 4-5 промежуточных вариантов. Крупные абразивы для мягких металлов как золото и олово использовать нельзя;
- поверхность, окрашенная водоэмульсионной краской — завершайте шлифовку наждачной бумагой с фракцией близкой к нулю. Иначе она проявит все мелкие царапины.

Будьте осторожны и не перепутайте тип и микроны. Если маркировка показывает от F4 до F22 — это грубая наждачная бумага, но зернистость её измеряется только в микронах и равна от 4890 до 885 мкм. При выборе лучше называть размер зерна, 1 мкм = 0,001 мм.

Плюсы и минусы различных основ
Некоторые основы не подходят для использования во влажной среде, другие эластичны и хорошо огибают завитушки, есть особо прочная основа или, наоборот, мягкая на тонкой бумаге и недорогая.
Наиболее часто встречающиеся основы:
- бумажные — недорогие, не растягиваются и бывают всех видов зернистости, но они недостаточно прочные. Может быть водостойкой, но по этим свойствам уступает тканевой;
- тканевые — эластичность их главный плюс и минус. С одной стороны, основа легко принимает форму любого изделия, с другой — абразив крошится при сильном растягивании. Прочная и влагостойкая, но дорогая;
- фибровые — чаще изготавливают для дисков, но незаменимы при обработке камня. Её используют для очень твёрдых материалов;
- комбинированные — слои ткани и бумаги склеиваются между собой и на основу наносят абразив. Обладает преимуществами бумажной и тканевой, но имеет высокую цену.

У основы также имеется своя маркировка, которую можно увидеть на артикуле или обратной стороне. Значения можно посмотреть в таблице.
Таблица № 2. Маркировка основ
Типы и способы нанесения абразива
При выборе обращайте внимание на тип нанесения, одни из них больше подойдут для изделий с хрупкой поверхностью, другие для шлифовки жёсткого материала.

Таблица № 3. Маркировка типа нанесения
| Маркировка | Тип нанесения |
| 1 | Открытое нанесение |
| 3 | Стеаратовое покрытие |
| 4 | Закрытый тип нанесения |
Покрытие по способу нанесения:
- путём открытой насыпки — покрыто 60% площади. Благодаря пустотам подходит для крошащего материала, через них высыпается стружка и гипс. Такая шкурка реже засоряется;
- закрытой насыпки — абразив закрывает полотно на 100%. Выбирают для обработки металла, так как при использовании на мягкой поверхности он быстро забивается;
- механический способ — менее равномерное нанесение из-за использования силы земного притяжения. Частички падают разными сторонами;
- с помощью электростатики — создаются наиболее «острые» наждачные слои. Воздействие на каждую частичку электростатическим полем переворачивает их остриём в одну сторону.
Абразив наклеивается на поверхность смолами и клеем. Некоторые из них обладают водостойкими или антистатическими свойствами.
У каждого абразива свои задачи
Мягкий абразив не поможет при обработке стекла или камня, а сильно жёсткий проделает глубокие борозды на пластике или шпаклёвке. Обычно для грубого снятия слоя или придания формы используют наиболее острые материалы, а для выравнивания и придания гладкости — мягкие.

Чаще всего можно встретить такие материалы:
- алмаз — самый прочный и острый материал, но дорогой;
- гранат — жёстче, чем окись алюминия, но быстрее снашивается. Чаще используют для древесины;
- кварц — известен как «стеклянная шкурка» из-за частого применения для оптики и керамики;
- окись алюминия (наждак) — при сильном трении обновляется за счёт сколов, которые образуют новые грани;
- карбид кремния — наиболее острый и доступный по цене, заменяет по свойствам алмазную крошку. Используют для металла, керамики и снятия краски;
- электрокорунд — от окиси алюминия отличается большей прочностью, так как сплавляется титаном, алюминием или хромом.
Если невозможно определить материал внешне, ориентируйтесь на буквенную маркировку.
Таблица № 4. Маркировка абразива
Самодельные листы для шлифовки по старинным рецептам
Первая наждачная бумага появилась не в 1833 году, а тысячелетия назад. Жители прибрежных районов использовали кожу акулы или варили клей на чешуе рыб. Далее, они намазывали им куски кожи или ткани и посыпали её песком. Мастера, живущие далеко от берега, добывали клей из костей и жил животных или применяли смолу деревьев.
Чтобы изменить воздействие на обрабатываемую поверхность, мастера делали несколько вариантов полотна. На некоторых листах была крошка из драгоценных камней, на других песок, а на третьих молотые ракушки или семена растений. Для обработки крупных камней или предметов создавали металлические пластины, на раскалённую поверхность которых наносили абразив.

Современные листы выпускают с однотипной маркировкой, принятой во всём мире. Доставшаяся по наследству или приобретённая на строительном рынке старая наждачная бумага может сильно отличаться от принятых стандартов, поэтому лучше ориентируйтесь на внешний вид, это поможет избежать ошибок.
Используется для шлифовки, полировки и зачистки поверхностей. Для ручной обработки выбирают листовую или рулонную бумагу (от нее можно отрезать кусок нужного размера). Для машинной - готовые изделия из наждачки: шлифовальные ленты, круги и полосы на липучке. В этом обзоре мы подробно расскажем, какие бывают виды наждачной бумаги и ее зернистости.
Виды наждачной бумаги
Основная характеристика наждачки - это зернистость, т.е. количество абразивных зерен на квадратный дюйм поверхности. При низкой зернистости размер частиц сравнительно велик. Крупнозернистую бумагу используют в начале обработки. Она позволяет грубо отшлифовать и зачистить поверхность, снять остатки старой краски. После нее остаются царапины, поэтому необходима дальнейшая шлифовка более мелкой наждачкой.
С увеличением зернистости размер зерна уменьшается. Такую шкурку называют мелкозернистой. Она используется для тонкой, тщательной обработки, в частности перед покраской. Простой пример - вы решили перекрасить шкаф. Вам понадобятся 2 вида наждачной бумаги для дерева, различающиеся по зернистости. Сначала крупная (P60), затем средняя (P100). В идеале лучше пройтись еще и третьей, более мелкой шкуркой (P150).
Второй по значимости параметр - тип основы. Выделяют два основных вида бумаги:
- С бумажной основой. Бывает обычной и влагостойкой. Из преимуществ - стоит дешевле, не растягивается при работе. Возможно наносить наиболее мелкое зерно. Из минусов - менее устойчива к износу.
- С тканевой основой. Стоит дороже бумажной, зато обладает высокой прочностью на разрыв и более устойчива к влаге. В силу своей эластичности может вытягиваться в длину. Чем жестче основа, тем долговечнее будет лента.
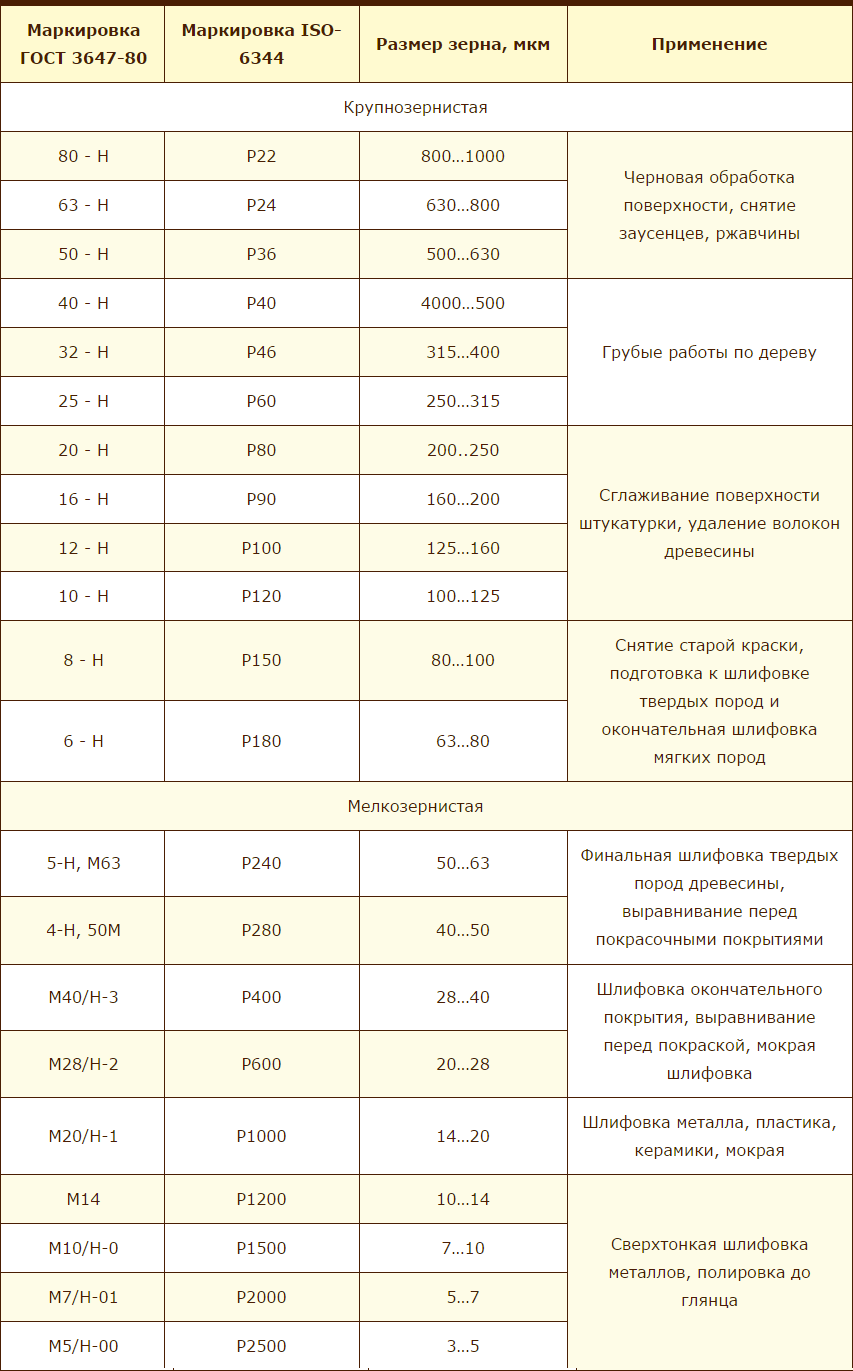
Таблица зернистости наждачной бумаги
В зависимости от зернистости бумаги есть два стандарта маркировки: российский (с буквами Н и М) и международный (с латинской P). Ниже вы найдете таблицу соответствия маркировок. Синим цветом отмечены виды бумаги с крупной и средней зернистостью, желтым - с мелкой зернистостью. Также указан предполагаемый вид работ.
Или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.

Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.
Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
Наждачная бумага представляет собой абразивный материал, нанесенный на тканевую или бумажную основу и является незаменимым помощником при широчайшем спектре работ домашнего мастера.
Давайте разберемся в символах, которыми производитель информирует нас о видах шлифовальной шкурки и допустимых областях её применения.
Зернистость наждачной бумаги
Этот параметр абразивной бумаги отображает количество и размер частиц абразивного вещества, приходящихся на единицу площади, является основной характеристикой наждачки и определяет возможность её использования для тех или иных нужд.
А трудность в чем?

Сегодня в магазинах можно встретить шлифовальную бумагу помеченную как по российскому ГОСТУ так и стандартам других стран.
Путаница в том, что отечественная маркировка на шкурке может быть выполнена по новому ГОСТ от 2005 года (ориентирован на европейские стандарты) и по ГОСТу 80-х годов утвержденному ещё Министерством станкостроительной и инструментальной промышленности СССР .
Две категории стандартов обратны. В старом ГОСТ 3647-80 уменьшение чисел маркировки обозначало уменьшение размера зерна. В новом ГОСТ зерно абразива уменьшается, а цифра в маркировке, напротив, растет.
Кроме того, не существует единения и среди мировых производителей. Собственного стандарта придерживается США и Канада, Европа и Турция, Япония, Китай.
Таблица зернистости, назначения и маркировки
| ГОСТ Р 52381-2005 (Россия) | ГОСТ 3647-80 (СССР) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | |||
| P22 | 80-H | 800-1000 |
Черновая обработка |
| P24 | 63-H | 630-800 | |
| P36 | 50-H | 500-630 | |
| P40 | 40-H | 400-500 | Грубые работы по дереву |
| P46 | 32-H | 315-400 | |
| P60 | 25-H | 250-315 | |
| P80 | 20-H | 200-250 |
Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей |
| P90 | 16-H | 160-200 | |
| P100 | 12-H | 125-160 | |
| P120 | 10-H | 100-125 | |
| P150 | 8-H | 80-100 |
Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску |
| P180 | 6-H | 63-80 | |
| Мелкозернистые | |||
| P240 | 5-H,М63 | 50-63 |
Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 4-Н,М50 | 40-50 | |
| P400 | М40/Н-3 | 28-40 |
Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка |
| P600 | М28/H-2 | 20-28 | |
| P1000 | М20/H-1 | 14-20 |
Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | М14 | 10-14 |
Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | М10/Н-0 | 7-10 | |
| P2000 | М7/Н-01 | 5-7 | |
| P2500 | М5/Н-00 | 3-5 | |
Российская маркировка. ГОСТ старый и новый (ISO)
Новый ГОСТ

Первой всегда указывается буква «Р» . Число после указывает зернистость.
Например: Р400 - это общеизвестная «нулевка».
Старый ГОСТ

Первой идет цифра указывающая на размер абразива. Далее идут индексы: П означает, что количество основной фракции абразивного зерна не менее 55% , индекс Н — не менее 45% , индекс Д — не менее 41% .
8-П обозначает, что количество гранул абразива, которые проходят через сито со стороной ячейки 80 мкм . не менее 55% .
Для обозначения микрошлифпорошков в старом ГОСТ первой идет буква М . Цифра за ней - это размер зерен в мкм .
Например та же «нулевка»: М40
Вот так выглядит обратная сторона наждачки которую приобрел буквально вчера:

(Ниже выложил фотку с новой маркировкой)
Области применения абразивных шкурок в соответствии с типом зернистости.

1. Наждачка с крупным зерном (крупнозернистые - macrogrid)
Самые грубые работы. Снятие заусенцев, ржавчины. (зерно 1000 мкм - 500 мкм )
Новый ГОСТ: P22, P24,P30, P36 (здесь и далее последовательность приведена в порядке уменьшения зерна, т.е. P22 - наибольшее зерно (1000 мкм ), P36 - наименьшее (500 мкм ))
Старый ГОСТ: 80-П, 63-П, 50-П (здесь и далее в порядке уменьшения зерна, т.е. 80 - наибольшее зерно (1000 мкм ), 50 - наименьшее (500 мкм ))
Грубые работы по древесине. Предварительная шлифовка различных поверхностей (500 - 250 мкм )
Новый ГОСТ: P40, P46,P54, P60
Старый ГОСТ: 40-П, 32-П, 25-П
Снятие слоя лака, краски или олифы. Устранение неровностей штукатурки. Промежуточная шлифовка (250 - 100 мкм )
Новый ГОСТ: P70, P80,P90, P100
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
Окончательное шлифование. (50 - 105 мкм )
Новый ГОСТ: P120, P150,P180, P220
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
2. Наждачка с мелким зерном (мелкозернистые - microgrid)
Тонкое шлифование (60 - 40 мкм )
Новый ГОСТ : P240, P280,P320, P360
Старый ГОСТ : 5-П, 4-П.
Полировка, «мокрое» шлифование (с применением смазочно - охлаждающих жидкостей). (40-20 мкм )
Новый ГОСТ : P400, P500,P600, P800
Старый ГОСТ : M40, M28, M20
Шлифовка металла, пластика, керамики. Отделочная обработка любых пород дерева, кожаных изделий. (20-14 мкм )
Новый ГОСТ : P1000, P1200
Старый ГОСТ : M20
Сверхтонкое шлифование, полирование коррозионно-стойких сталей, изготовление микрошлифов. (14-3 мкм )
Новый ГОСТ : P1500, P2000, P2500
Старый ГОСТ : M14, М10, M7, M5
Также полезно понимать на какие типы разделяют наждачную бумагу помимо размера абразивного зерна и каким образом это сказывается на её функциональном назначении и стоимости.
Материал абразива
Не поленился сфотографировал изнанку шкурки которой скворечник обрабатывал .

Строчка resin bonded - абразивный материал, шлифовальный материал (согласно англо - русскому словарю по машиностроению и автоматизации производства)
Если вы посмотрите на обратную сторону вашей наждачной бумаги, то скорее всего увидите аналогичную незамысловатую надпись aluminium oxide что означает оксид алюминия (в простонародье электрокорунд ). Возможен такой вариант как карбид кремния или керамический абразив.
Первый является хрупким материалом и используется для обработки дерева, легированной стали, чугуна.
Второй (карбид кремния ) имеет высокую твердость и предназначен для работы со стеклом, пластиком, металлом.
Как правило широкому потребителю для работ по хозяйству достаточно и этих знаний, но мы для общего развития предлагаем охватить тему шире:
Области применения шкурок в соответствии с видом абразивного материала
Электрокорунд нормальный (93-96% Al 2 O 3 - например 16А) такие шкурки предназначены для ковкого чугуна, закаленных и незакаленных сталей, дерева.
Электрокорунд белый (Al 2 O 3 не более 99% - например 25А) - для обработки жаропрочных и легированных сталей.
Карбид кремния (например 64С) - чистовой обработки металла, чугуна, бронзы, алюминия, пластмассы, мрамора, гранита, стекла, дерева.
Кремень (например 81К)- для обработки дерева, фанеры, кожи.
Стекло (например 71С) - для обработки дерева, фанеры, фетра, войлока.
Гранат - для обработки твердых лиственных пород дерева (дуб, бук и т.д.).
Эльбор - для полирования прецизионных поверхностей, стальных труднообрабатываемых деталей.
Алмаз - для полирования и чистового хонингования прецизионных деталей из твердого сплава и чугуна.
Тип основания наждачной бумаги

1. наждачная бумага на бумажной основе
Такая наждачная бумага имеет достаточно низкий коэффициент износоустойчивости. Наряду с невысоким запасом прочности наждак на бумажной основе как правило не обладает водостойкими свойствами.
П1 , П2 , ПЗ ... до ПИ — невлагопрочная бумага.
Это в значительной степени сужает область применения, но и снижает рыночную стоимость.
2. наждачная бумага на тканевой основе
Сегодня наиболее распространенной тканевой основой являются хлопок и полиэстер. Абразивы на тканевом основании чаще всего имеют водостойкие свойства благодаря специальной пропитке на основе смолы.
Л1 , Л2 и М — влагопрочная бумага.
Такие наждаки имеют более высокий запас прочности по сравнению с бумажными.
В маркировке первой цифрой производитель может указать 1 или 2 .
1 - шкурка предназначена для материалов невысокой твердости (шпатлевки, грунтовки, краски, эмали, мягких пород древесины, пластмассы)
2 - для твердых сплавов металлов.
Встречается также наждачка на смешанной основе (ткань + бумага) или другие материалы (например широко распространены диски на фибровой основе).

Тип нанесения абразивного вещества
1. наждачная бумага с полуоткрытой или открытой насыпкой абразива
Основа закрыта на половину. Зазоры между частицами покрывают 40 до 60% площади основы. Такой абразив применяют для обработки мягких и рыхлых материалов.
В ходе работы не формируются комочки, благодаря этому исключено забивание пустых пространств отходами.
2. наждачная бумага с закрытой или сплошной насыпкой абразива
Характеризуется полных закрытием основания шлифовочным материалом и предназначена для работы на твердых поверхностях.
Полная расшифровка маркировки наждачной бумаги
Итак, мы уже что то понимаем и можем попробовать прочесть что имел ввиду производитель.

Например такую маркировку (старый ГОСТ )
Пример: 2 830x50 С2Г 24А 40-НМА ГОСТ 5009-82 .
Абразив для обработки твердых сплавов металлов (2 ), в рулоне (830 мм на 50 м ) на тканевой основе - сарже (С2Г ), из электрокорунда (24А ), с размером зерна 40 мкм (40-Н ), на мездровом клее (М ).
Пояснение
Тип связующего: М — мездровый клей; С — синтетическая смола; К — комбинированная связка.
В старом ГОСТе шестая буква указывала на класс абразива - количество дефектов. А не более 0,5% ; Б — не более 2% ; В — не более 3% .
Следовательно количество дефектов (А ) на рабочей поверхности нашего примера не более 0,5% .
или (новый европейский стандарт на примере немецкой наждачки VSM)
Пример: KK X P150
Абразив из электрокорунда (K ) на тканевой (К ) и жесткой (Х ) основе с зернистостью P150 (75-106 мкм).
Этот абразивный материал имеет бумажную или тканевую основу, на которую нанесено непосредственно абразивное вещество (в виде порошка или «зерна»). Вот эта «зернистость» и является одной из главных характеристик изделия, которое известно и под другими «именами»: шкурка, наждачка. От размеров зерен зависит, какой вид работы можно производить данной наждачной бумагой, и на это указывает маркировка.
Следует знать, что в производстве применяются искусственные абразивы (электрокорунд, карборунд и др.). Все «семейство» наждачных бумаг классифицируется по российскому и зарубежному стандартам. Поэтому далее, для простоты, все показатели будут указаны в соответствии с российским ГОСТом. Он соответствует зарубежному стандарту FEPA, или ISO 6344, как общепринятому в мире. Однако некоторые страны применяют и свои (Канада, США, Китай, Япония). Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
Назначение наждачной бумаги в зависимости от маркировки
Буква «Р» в ГОСТе обозначает зернистость и характеризуется числами от 12 до 2500. Чем больше число в обозначении «наждачки», тем она мельче (меньше размер зерна). Однако в некоторых бывших союзных республиках для обозначения зернистости используется еще ГОСТ СССР. Например, 20 – Н. Это если размер измеряется десятками микрон. Если просто в микронах, то обозначение будет таким – М20. Так обозначают одну из самых мелких наждачных бумаг, в обиходе называемых «нулевкой». Приведем краткую классификацию наждачной бумаги.
- Для очень грубой работы Р22, Р24, Р36 80-Н, 63-Н, 50-Н
- Для грубой работы Р40, Р46, Р60 40-Н, 32-Н, 25-Н
- Для первичной шлифовки Р80, Р90, Р100, Р120 20-Н, 16-Н, 12-Н, 10-Н
- Для окончательной шлифовки Р150, Р180 8-Н, 6-Н
Для мелкозернистых видов наждачной бумаги существует своя классификация.
- Шлифовка твердой древесины Р240, Р280 5-Н, М63
- Полировка, шлифовка
- перед покраской Р400, Р600 М28, М40; 2-Н, 3-Н
- Шлифовка керамики,
- пластика, металла Р1000 М20, 1-Н
- Полировка Р1200, Р1500, М14, М10, М7, М5
- Р2000, Р2500 Н-0, Н-00, Н-01
На оборотной стороне наждачной бумаги имеются и другие обозначения, по которым можно определить, какова ее основа, технология изготовления, вид абразивного материала и т. п. Вот некоторые примеры:
- если нет никакой отдельной буквы, то бумага эта рулонная. У листовой есть индекс «Л»;
- «1» — предназначена для шлифовки мягких материалов;
- «2» — для шлифовки металлов;
- литерами Л1, Л2 и М обозначают бумагу влагопрочную;
- литеры П предупреждают, что бумага боится сырости.
Есть еще целый ряд обозначений, но они интересны только специалисту, а для практического использования наждачной бумаги особой роли не играют.





